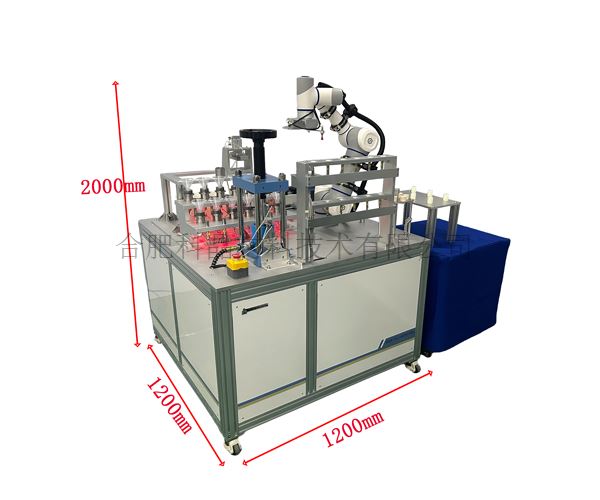
| 设备名称型号 | ·24T自动化压片机(程序控制可与机械手配合,带组装&脱模功能) YLJ-24T-PE |
||||||||||||||||||||
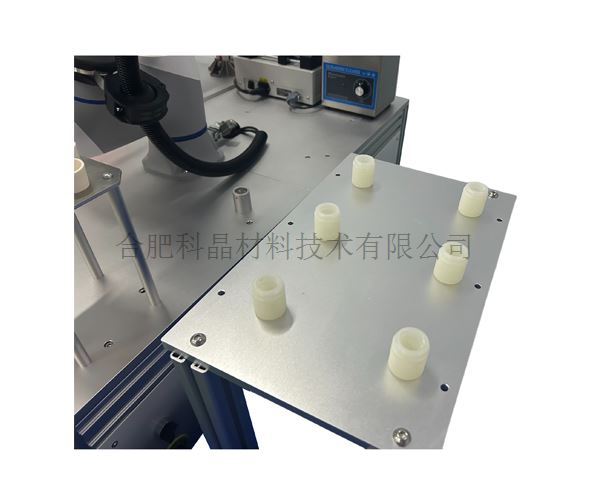
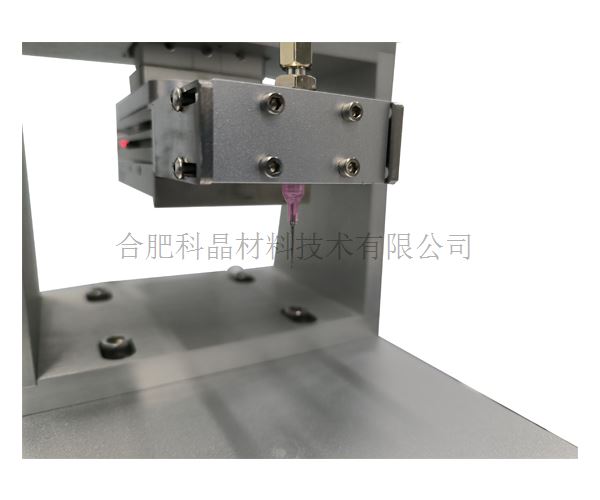
| 自动化装料、脱模系统 | ·由电动压机、机械手、模具组件等组成的一个自动化系统。装置在无人干预的情况下按规定的程序和指令自动进行装料、压片、脱模 ·各组件按区域摆放:模具摆放区(未使用)、组装与脱模区、样品摆放区、清洗区、材料收集区、 压料区域以及使用后的模具摆放区域,这些区域围绕机械手臂摆放。 ·标配12套φ19mm的干压模具,模具所能承受的最大压力为22T。模套与上模芯分开摆放(下模芯提前与模套安装在一起) 模具进料口配有进料漏斗,使物料能直接到达模具的装料区域,避免样品洒落。 ·机械手臂上有一个夹具和一个吸盘,夹具用于夹取模具、样品管等,吸盘用于吸取模芯与片状样品。 配备清洗槽,在结束一次工作流程后,吸盘可以进行清洗,清洗结束后擦拭干净,然后进行下一段流程。这样可避免两个样品间的相互污染。 ·整个系统操作流程如下: 1、机械手抓取对应位置的模具放置在组装与脱模区的指定位置上; 2、机械手抓取样品管,将粉料倒入模具内部,然后机械手将样品管投放到材料收集框内; 3、机械手抓取模具上的漏斗投放到材料收集框内; 4、机械手吸盘吸取对应位置的上模芯装在模具上; 5、机械手夹取模具到压机油缸的中间位置。压机开始加压与保压工作 6、压机保压结束后,油缸泄压,机械手夹持模具到组装与脱模区的脱模套上,然后将整个模具(含脱模套)夹取到压机油缸的中间位置,进行脱模 7、脱模结束后,机械手夹持模具(含脱模套)到组装与脱模区的指定位置 8、机械手抓取整个模具放置到使用后模具摆放区域的指定位置 9、机械手吸盘进行清洗与擦拭。 10、机械手抓取下一个模具进行装料、压料、脱模的循环操作
|
||||||||||||||||||||
| 压机 | ·最大压力:24T(45MPa) ·油缸直径:60mm ·油缸行程:0-35mm ·工作空间:150*150*150mm ·电压:AC 220V 50HZ ·功率:180W ·压力可程序化设置,最高可设定30段压力程序段,可设置各段压力以及保压时间等参数 ·配备油泵电机调速器,可控制升压速率 ·压力精度: 高泵速状态:±0.5MPa 低泵速状态:±0.1MPa ·数字压强显示值对应压力值如下表所示:
·显示压强值与实际液压缸施加给样品压力值1MPa= ~ 0.55 Ton |
||||||||||||||||||||
| 机械手 | ·电源:DC 48V ·功率:150W ·工作半径:800mm ·最大臂展:990mm ·工作最大速度:3m/s ·关节活动范围:±360° ·关节最大速度:180°/s ·重复定位精度:±0.02mm ·通信接口:RS485 ·通讯方式:TCP/IP, Modbus, 无线网络
|
||||||||||||||||||||
| 设备外形尺寸 | ·1200mm(L)*1200mm(W)*1610mm(H) |
||||||||||||||||||||
| 净重 | ·约100kg |
||||||||||||||||||||
| 质保 | ·一年(模具等易损耗件除外) |
















 查看诚信档案
查看诚信档案


 皖公网安备 34012302000974号
皖公网安备 34012302000974号