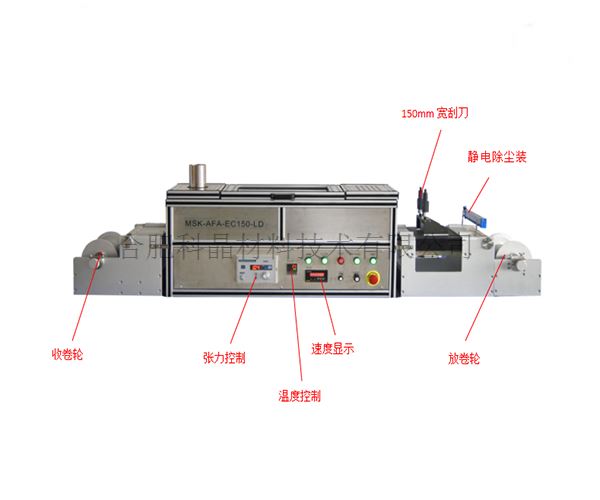
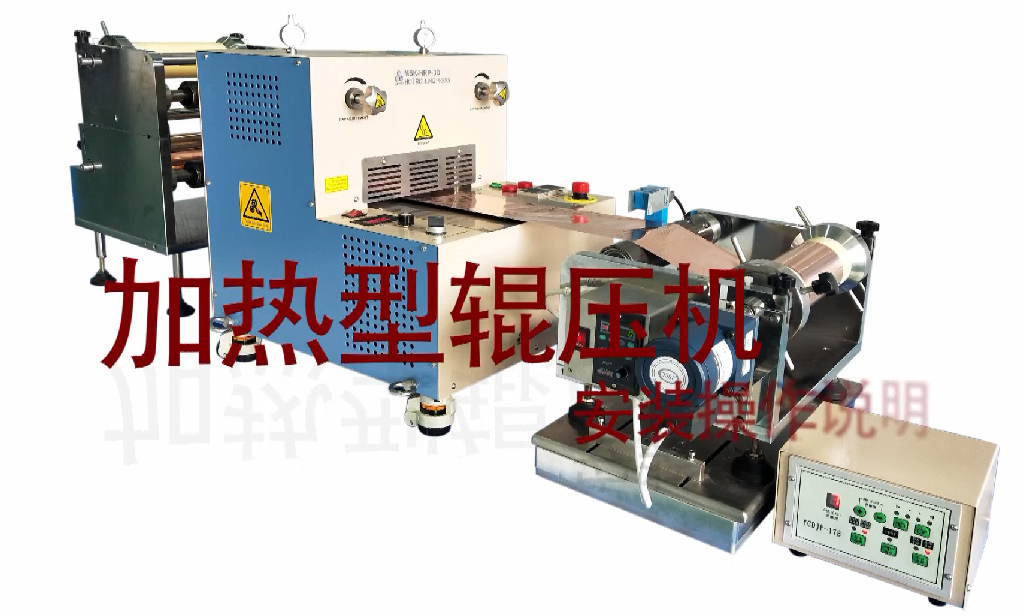
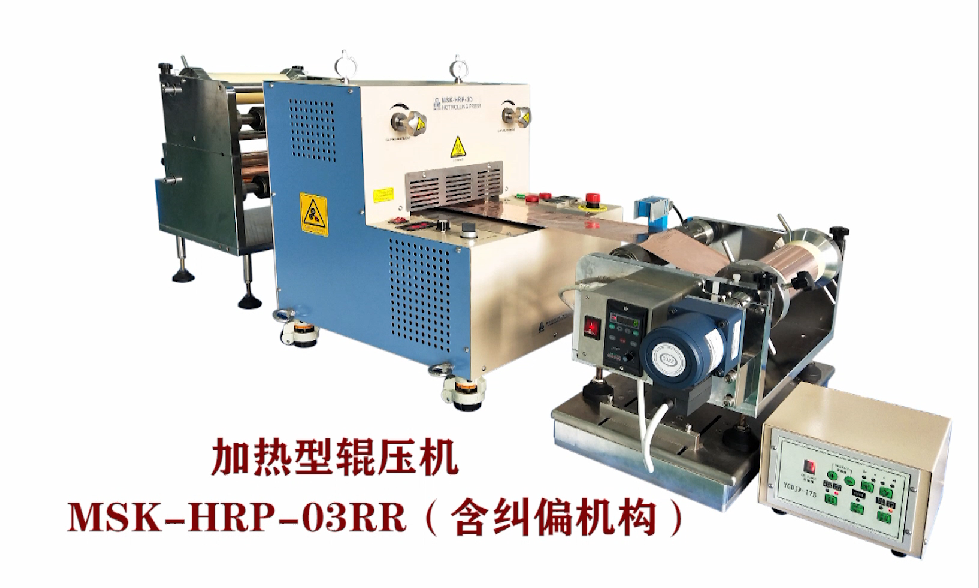
| 设备名称 | 加热型辊压机 MSK-HRP-03RR(含收放卷) |
||||||||||||
| 设备特点 | · 收放卷机构采用力矩电机,收放卷张力可调、速度可调; · 上下轧辊单独控温,提高控温精度及温度均匀性,最高温度可达120℃; · 轧辊采用高强硬质钢,表面镀Cr处理; · 放卷机构配备两从动辊,可用于不同基底复合轧制工艺,如柔性电池电极、隔膜、固态电解质、复合膜以及全固态电池组装等工艺中; · R2R热压机可以放入双室手套箱中; · 电气部件兼容Ar气; · 可用于锂电池极片、少量金银等贵金属材料、铜铝等有色金属的 |
||||||||||||
| 基本参数 | · 电压:AC220V 50HZ · 总功率:2100W · 轧辊尺寸:φ200mm*250mm · 轧辊表面硬度:HRC60以上 · 可调间隙:0-2mm · 调节精度:0.01mm · 轧制速度:0-60mm/s可调 · 最大轧制力:2T · 辊轧机电机:90V直流电机 · 电机额定功率:300W · 最高温度:120℃(<1h),<110℃(连续) · 两个独立的温度控制器可实现上下辊的双区域温度控制 · 推荐加热速度:3℃/分钟 · 加热元件功率:1800W(总共安装了四个加热元件) · 精确温度控制,精度为+/-2.5℃ |
||||||||||||
| 可选模块 | 压力数显控制盒,可实时显示轧制力
|
||||||||||||
| 收放卷机构 | 配置一主动辊筒和两个从动辊筒,两从动辊筒可放置两种不同基底 · 采用力矩电机,收放卷张力可调、速度可调 · 辊筒尺寸:φ60*220mm W |
||||||||||||
| 纠偏机构 | 由光电检测开关检测边缘的位置以拾取边缘位置偏差信号。再将位置偏差型号送入微电脑进行逻辑运算,产生控制信号, 用交流同步电机驱动机械执行机构(丝杆、托板等),修正物料运行时的蛇形偏差,控制物料直线运动。 · 特点: 1.系统采用技能化新技术,抗干扰能力强,性能稳定可靠,操作简单。 2.系统采用了高亮度LED显示,美观大方,手感好 3.系统设有单双关电选择,左右限位检测,可控性灵活简单,保护了电机的正常运行延长了使用寿命。 · 主要技术参数: 1.跟踪标志宽度:标志侧保持2mm以上同色度区 2.光电检测开关与物料的距离:10mm±2mm 3.响应时间:10ms 4.主机线速度:≤200米/分 5.位置失控保护:内置蜂鸣器报警,电机停止 6.工作电压:AC 220V±10%,50Hz 7.环境温度:50℃以下 8.空气湿度:≤85%(25℃)
|
||||||||||||
| 安全配件可选 | • 加热部位可增加双重超温保护,同时监控设备温度(图一) • 可选装电源锁和急停按钮保护罩,防止意外触碰。(图二、图三) • 可选装安全警示灯,提示不同工作状态(图四) • 散热风扇增设故障报警信号,发生问题及时停机并闪灯提示(图五)
|
||||||||||||
| 外形尺寸 | 1600mmL*600mmW*585mmH
|
||||||||||||
| 重量 | 约260KG |
||||||||||||
| 质保 | 一年保修,终身技术支持 |
使用注意事项 | · 由于轧制材料不同回弹率的影响也不同,在您轧制的过程中,百分表的指示仅供您参考,在您每次轧制好材料之后,还需要用千分尺或其它测厚仪测量所轧制材料的厚度是否达到您的要求。 · 根据材料的原始厚度,每次调整百分表的指示值减少0.01mm(不可超过此值,否则容易损坏设备),逐步减薄所轧制材料的厚度,使其达到您所要轧制的厚度(注:由于回弹的影响,每次减薄厚度,需要来回轧制8-10次才可); · 本设备所能轧制的最薄厚度(用0.09mm厚铜箔双面涂层做的实验)为0.08mm,当低于此厚度时铜箔两面的涂层就会起皱皮,并导致损坏; · 本设备加热轧辊的最高温度为80℃,其能够满足大部分的轧制要求。若您所需要的温度高于此值时,请您与我公司销售部联系,以便特殊定制。(注:本设备加热轧辊的最高温度为80℃,调整设定值时切不可超过此温度,否则会造成设备的损坏)。 · 禁止一边轧制材料,一边调节轧辊之间的间隙; |














 查看诚信档案
查看诚信档案


 皖公网安备 34012302000974号
皖公网安备 34012302000974号